Piring & lembaran baja paduan
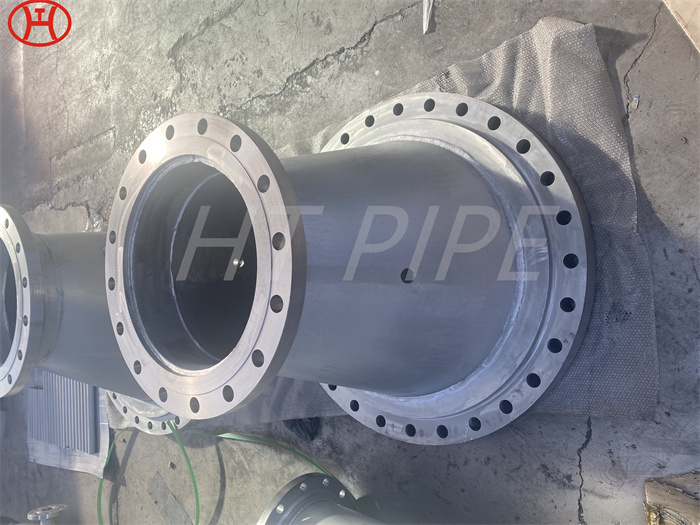
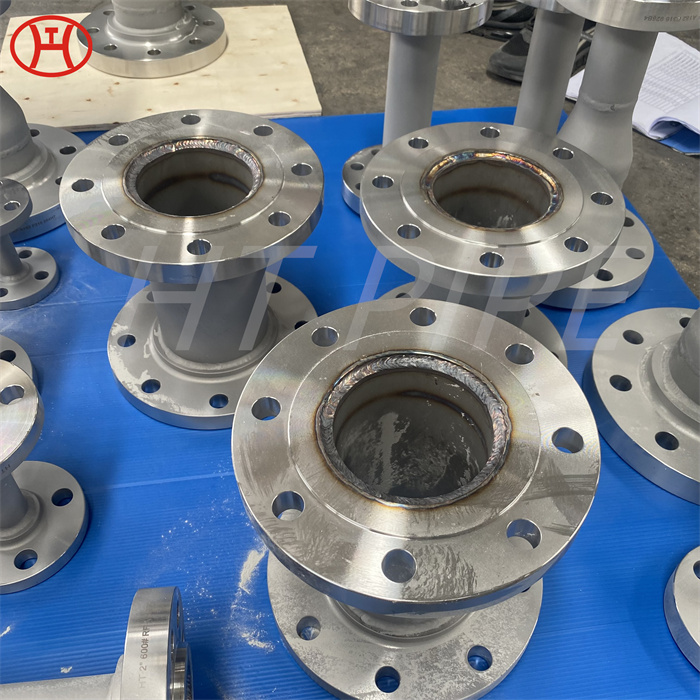
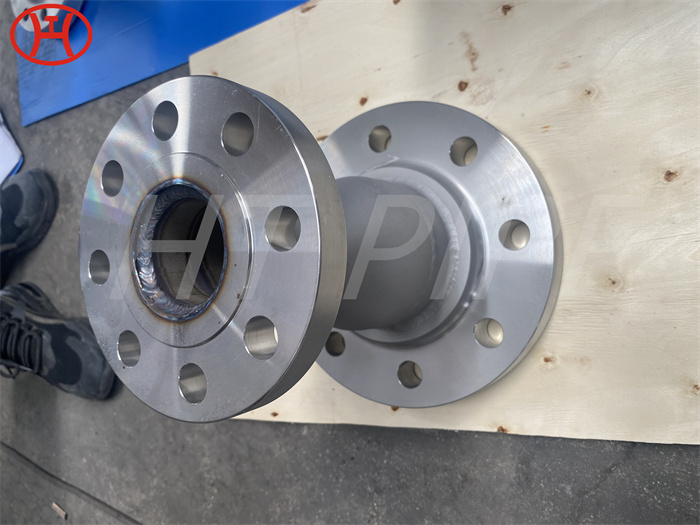
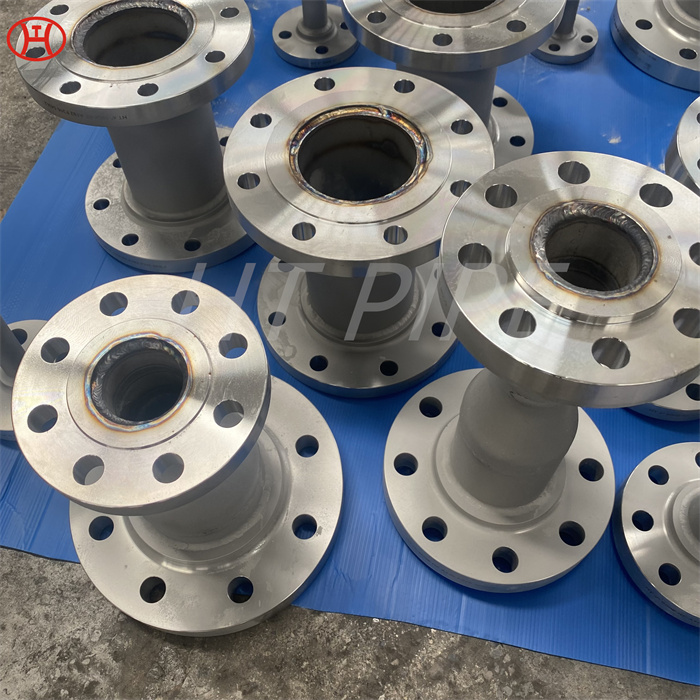
Jumlah lasan pada spool harus disimpan dalam hitungan minimum. Dimensi jarak antara lasan melingkar dan garis tengah tidak boleh lebih besar dari empat kali ketebalan dinding pipa atau pemasangan. Setelah lasan utama, lasan paku harus dilakukan dengan tepat. Semua lasan dalam gulungan harus diimplementasikan sesuai dengan spesifikasi prosedur pengelasan yang tepat (WPS). Setelah proses pengelasan selesai, kontrol kualitas komponen dilakukan oleh spesialis.
Paduan Kinerja Tinggi Monel K500 N05500 Prefabrikasi Spools Pipa
304 S30400 1.4301 Pipa Spools 304 Stainless Steel Pra-Fabrikasi Pra-Fabrikasi
Pipa & Tabung Paduan Nikel
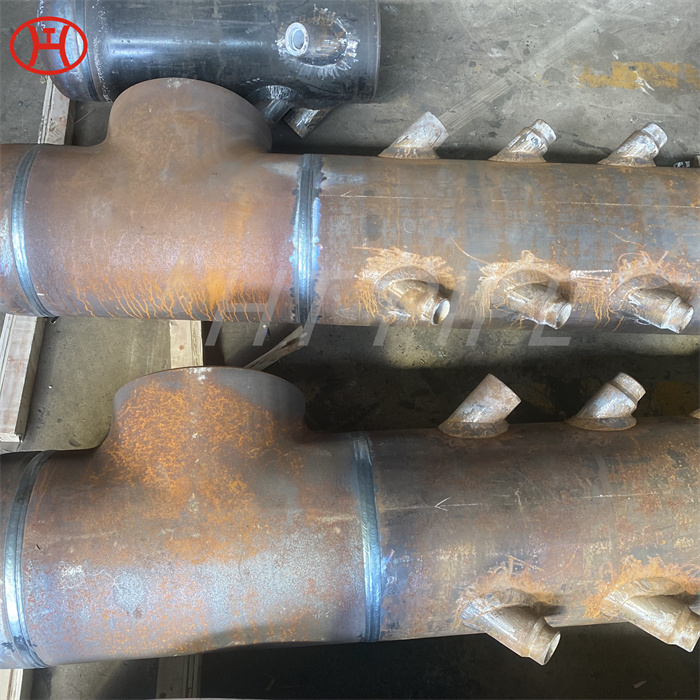
Gulungan pipa adalah asimilasi komponen perpipaan, yang prefabrikasi
Klien ¡¯ Persyaratan. Kami juga dapat menyediakan stasiun kerja prefabrikasi yang dapat dilepas, termasuk modul pemotongan pipa, bevelling, perakitan dan
904L Resistansi superior terhadap prefabrikasi pipa serangan lokal
317 gulungan pipa berdasarkan struktur kristal mereka