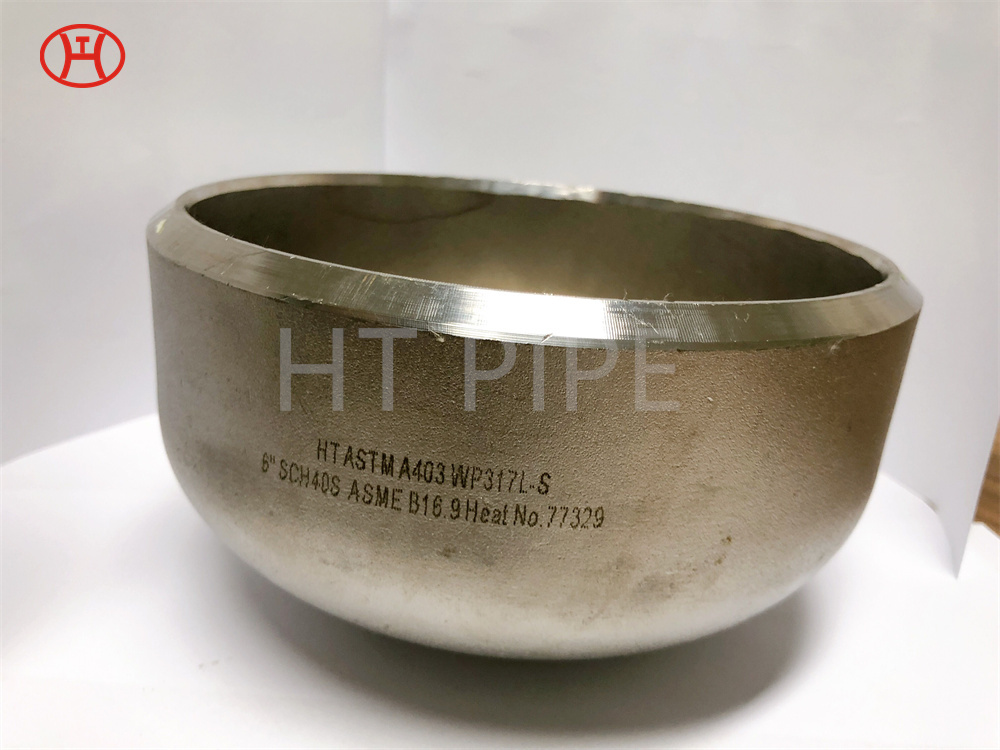
Butt-Welding Stub End 304 S30400 Stub End
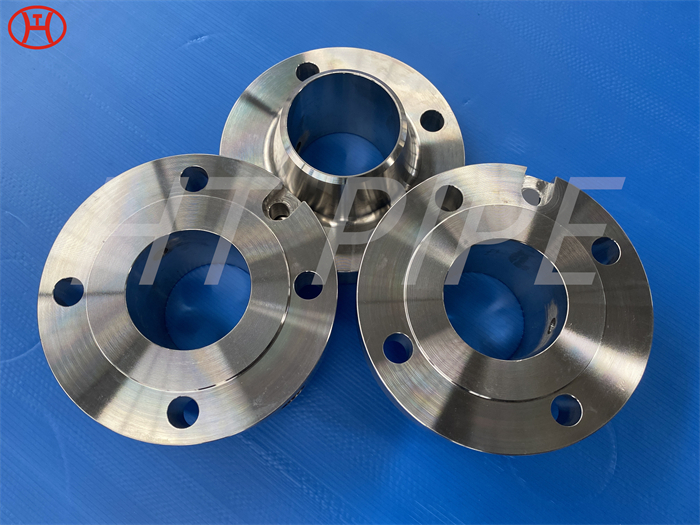
Flensa adalah metode gabungan kedua yang paling banyak digunakan setelah Selding. Flensa digunakan saat sendi perlu dibongkar. Ini memberikan fleksibilitas untuk pemeliharaan. Flensa menghubungkan pipa dengan berbagai peralatan dan katup. Flensa perpisahan ditambahkan dalam sistem pipa jika pemeliharaan rutin diperlukan selama operasi pabrik.
Spesifikasi flensa ASTM A182 terdiri dari baja paduan dan sangat ideal untuk aplikasi dan sistem bertekanan tinggi. F22 adalah tingkat baja. Flensa ASTM A182 F22 adalah salah satu pilihan paling ekonomis dan mudah diproduksi dan diproduksi. Baja paduan A182 F22 flensa memiliki beberapa sifat mekanik terbaik untuk berbagai penggunaan industri.
AL6XN adalah baja tahan karat Superaustenitik dengan resistensi yang luar biasa terhadap lubang klorida, korosi celah dan retak korosi tegangan. AL6XN adalah paduan 6 moly yang dikembangkan untuk dan digunakan dalam lingkungan yang sangat agresif. Ini memiliki nikel tinggi (24%), molibdenum (6,3%), kandungan nitrogen dan kromium yang memberikan resistensi yang sangat baik terhadap retak korosi stres klorida, lubang klorida, dan resistensi korosi umum yang luar biasa. AL6XN terutama digunakan untuk resistensi korosi pitting dan celah yang lebih baik dalam klorida. Ini adalah stainless steel yang dapat dibentuk dan dapat dilas.
Stainless steel 304 \ / 304L flensa dapat diproduksi sesuai dengan ASME B16.5 atau ASME B16.47 dengan komposisi nominal 18CR-8NI. Huruf ¡° L¡ ± menunjukkan versi rendah karbon dari stainless steel 304. Flensa dapat dibuat dari pengampunan, coran, atau pelat yang mencakup berbagai jenis dan kelas ASME B16.5 dan ASME B16.47 (keduanya seri A dan Seri B). Stainless Steel 304 \ / 304L Flensa ASME B16.5 tersedia di kelas 150, 300, 400, 600, 900, 1500, 2500; bahwa ASME B16.47 Seri A tersedia di kelas 150, 300, 400, 600, 900; bahwa ASME B16.47 Seri B tersedia di kelas 75, 150, 300, 400, 600, 900.
Spesifikasi UNS S31803 (ASTM F51) sebagian besar digantikan oleh UNS S32205 (1.4462, ASTM F60). Ini mencerminkan keinginan mereka untuk memaksimalkan sifat korosi paduan, berkat pengembangan proses pembuatan baja AOD, yang memungkinkan kontrol komposisi yang lebih ketat. Selain itu, memungkinkan untuk mempengaruhi tingkat penambahan nitrogen daripada hanya hadir sebagai elemen latar belakang. Oleh karena itu, nilai dupleks berkinerja tertinggi berupaya memaksimalkan kandungan kromium (CR), molibdenum (MO) dan nitrogen (N).