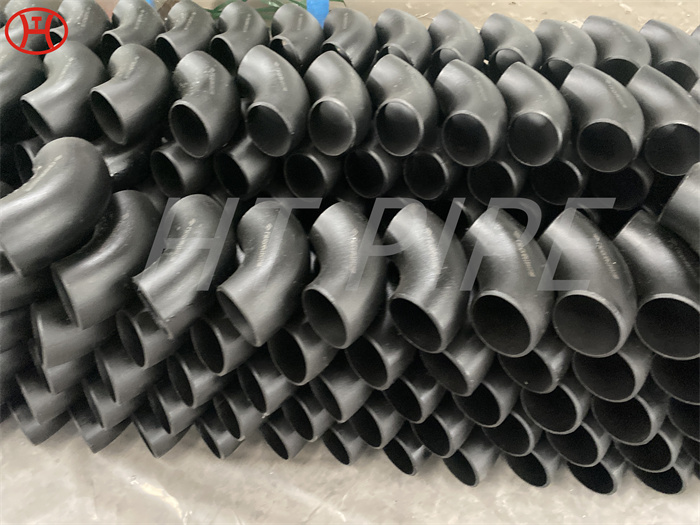
炭素鋼 A234 パイプ継手エルボのより高い圧力定格
LTCS A420 WPL6 溶接継手は、公称口径サイズが 1//8 インチから 48 インチで、海水や海洋環境に対して優れた耐性を備えています。
マケドニア語
材料
シンド語
»
当社の astm a694 f60 丸棒は、砂糖、紙、繊維、乳製品、エンジニアリングなどの基礎産業から、石油・ガス、石油化学、化学肥料、発電、原子力産業などのより複雑な産業まで、さまざまな産業のお客様に受け入れられています。
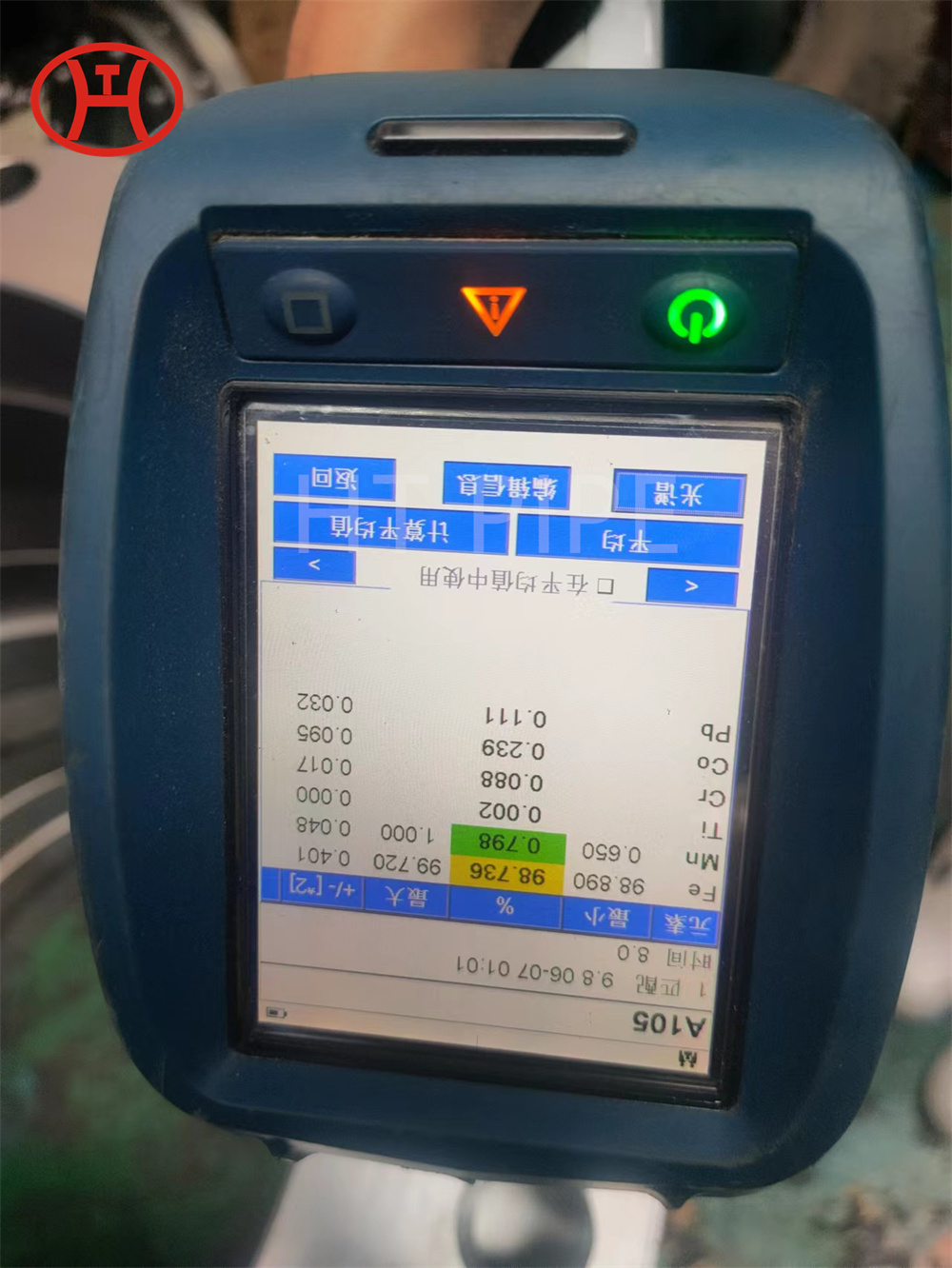
A105 鍛造鋼製継手は、指示された寸法に従ってカスタマイズすることで、お客様の要件を満たすように注文できます。 ASTM A105 継手の寸法は、MSS、ASME、API 仕様などの業界標準に従っても入手できます。 A105 鍛造継手の仕様には、最大 10,000 ポンドの制限があります。
内容
ミャンマー(ビルマ語)