កែងដៃដែកអ៊ីណុកទាប ASTM A234 WP11
ការផ្សាភ្ជាប់បំពង់ weld ត្រូវបានរចនាឡើងដើម្បីត្រូវបានផ្សារនៅនឹងកន្លែងនៅចុងបញ្ចប់របស់វា ដើម្បីភ្ជាប់បំពង់ជាមួយគ្នា និងអនុញ្ញាតឱ្យមានការផ្លាស់ប្តូរទិសដៅ ឬអង្កត់ផ្ចិតបំពង់ ឬការបែកឬចុងបញ្ចប់។
ការសមនេះក្លាយជាផ្នែកមួយនៃប្រព័ន្ធសម្រាប់ដឹកជញ្ជូនវត្ថុរាវ (ប្រេង ឧស្ម័ន ចំហាយគីមី ...) ក្នុងលក្ខណៈមានសុវត្ថិភាព និងមានប្រសិទ្ធភាពក្នុងរយៈចម្ងាយខ្លី ឬឆ្ងាយ។
⇒កែងបំពង់ដែក⇐គឺជាផ្នែកសំខាន់មួយនៅក្នុងប្រព័ន្ធបំពង់បង្ហូរ និងប្រើប្រាស់ដើម្បីផ្លាស់ប្តូរទិសដៅនៃសារធាតុរាវ។ វាមានប្រភេទផ្សេងៗគ្នាតាមសម្ភារៈរាងកាយមានកែងដែកអ៊ីណុក កែងដែកកាបូន និងដែកលោហធាតុ។ តាមទិសដៅរាវមាន 45 ដឺក្រេ 90 ដឺក្រេកែងដៃនិង 180 ដឺក្រេ; យោងតាមប្រវែងកែងដៃនិងកាំមានកែងដៃកាំខ្លី (SR elbow) និងកែងដៃកាំវែង (LR elbow); តាមប្រភេទនៃការតភ្ជាប់ មានកែងដៃ weld គូទ កែងដៃរន្ធ និងកែងបំពង់ដែកដែលមានខ្សែ។
នៅក្នុងពាក្យសាមញ្ញកែងបំពង់ដែកគឺជាប្រភេទនៃបំពង់ដែលសមតភ្ជាប់រវាងបំពង់ពីរ។ គោលបំណងសំខាន់គឺផ្លាស់ប្តូរទិសដៅ។ ដូចដែលយើងដឹងហើយថាកែងដែកអាចត្រូវបានចាត់ថ្នាក់ទៅជាដឺក្រេខុសៗគ្នាជាធម្មតាគឺកែងបំពង់ដែក 45 ដឺក្រេកែងបំពង់ដែក 90 ដឺក្រេនិងកែងបំពង់ដែក 180 ដឺក្រេ។ សញ្ញាបត្រផ្សេងទៀតដូចជា 60¡ã ឬ 120¡ã ក៏ប្រើក្នុងប្រព័ន្ធបំពង់បង្ហូរប្រេងក្នុងករណីតម្រូវការពិសេស។
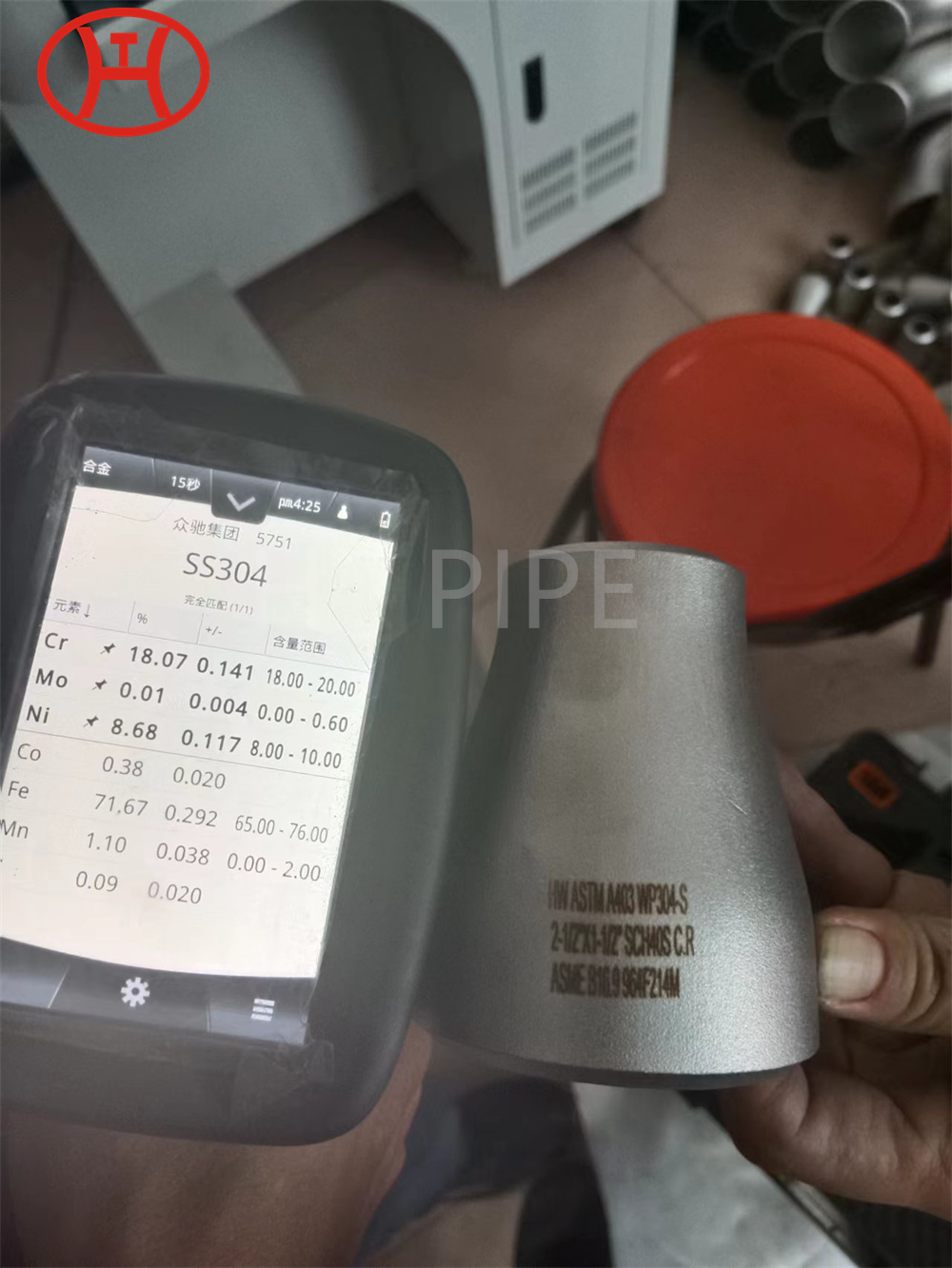
សមាសធាតុគីមី (%) នៃ ASTM A234 WP11៖
| ថ្នាក់ | គ | ម | ទំ | ស | ស៊ី | Cr | ម៉ូ |
| WP11 ថ្នាក់ 1 | 0.05-0.15 | 0.3-0.6 | ≤0.03 | ≤0.03 | 0.5-1 | 1-1.5 | 0.44-0.65 |
| WP11 ថ្នាក់ ២ | 0.05-0.2 | 0.3-0.8 | ≤0.04 | ≤0.04 | 0.5-1 | 1-1.5 | 0.44-0.65 |
| WP11 ថ្នាក់ 3 | _ | _ | _ | _ | _ | _ | _ |