Erogba irin roba
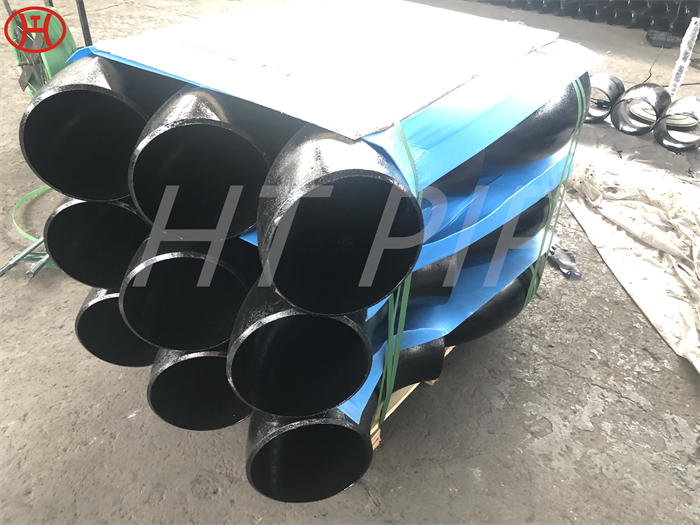
Apẹrẹ Fọt Weld Welld Pand ni a ṣe lati padà lori aaye ni ipari rẹ (s) pọ si ki o gba iyipada ni itọsọna tabi iyasọtọ ti iwọn ahọn.
Eyi ni ibamu lẹhinna di apakan ti eto kan fun gbigbe awọn omi (epo, epo, nya, awọn kemikali, ...) ju awọn ijinna kukuru tabi lọ pẹ.
PIPEELELEWEjẹ awọn ẹya pataki ninu awọn ọna pipolking epo ati lo lati yi awọn itọnisọna ito. O awọn sakani ni awọn oriṣi oriṣiriṣi bi ohun elo ara ti ko ni irin alagbara, irin-ajo irin alagbara, irin-ajo eroron, ati irin gbogbo; Gẹgẹbi awọn itọnisọna omi omi ti o wa nibẹ ni iwọn 45 idiwọn, iwọn-idi 90 idibo ati ọjọ 180; Gẹgẹbi fun gigun gigun ati radius nibẹ ni igbonwo Ratibi (igbonwo Rere Retius gigun (Clcbow Lr Clowbow); Bii fun awọn oriṣi awọn isopọ to wa ni igbonwo ibuwọlu Weld, igbatiogi welld ati ki o ma gbe irin irin piping.
Ni awọn ofin ti o rọrun, awọn apoti paipu, agbọn irin jẹ iru ti o baamu ti o sopọ mọ laarin awọn ọpa meji. Idi akọkọ ni lati yi ọna itọsọna pada. Gẹgẹ bi a ti mọ, irin igbati irin ni a le pin si awọn iwọn oriṣiriṣi, deede jẹ 45 ìyí-apo Phow, irin-apo kekere ti o jẹ ipinlẹ ipo-owo irin-ajo gigun si 180 ìyí ipele. Iwọn miiran bii 60¡ã tabi 120¡ã tun lo ni awọn ọna ẹrọ pipoline ni ọran pataki awọn ibeere pataki.
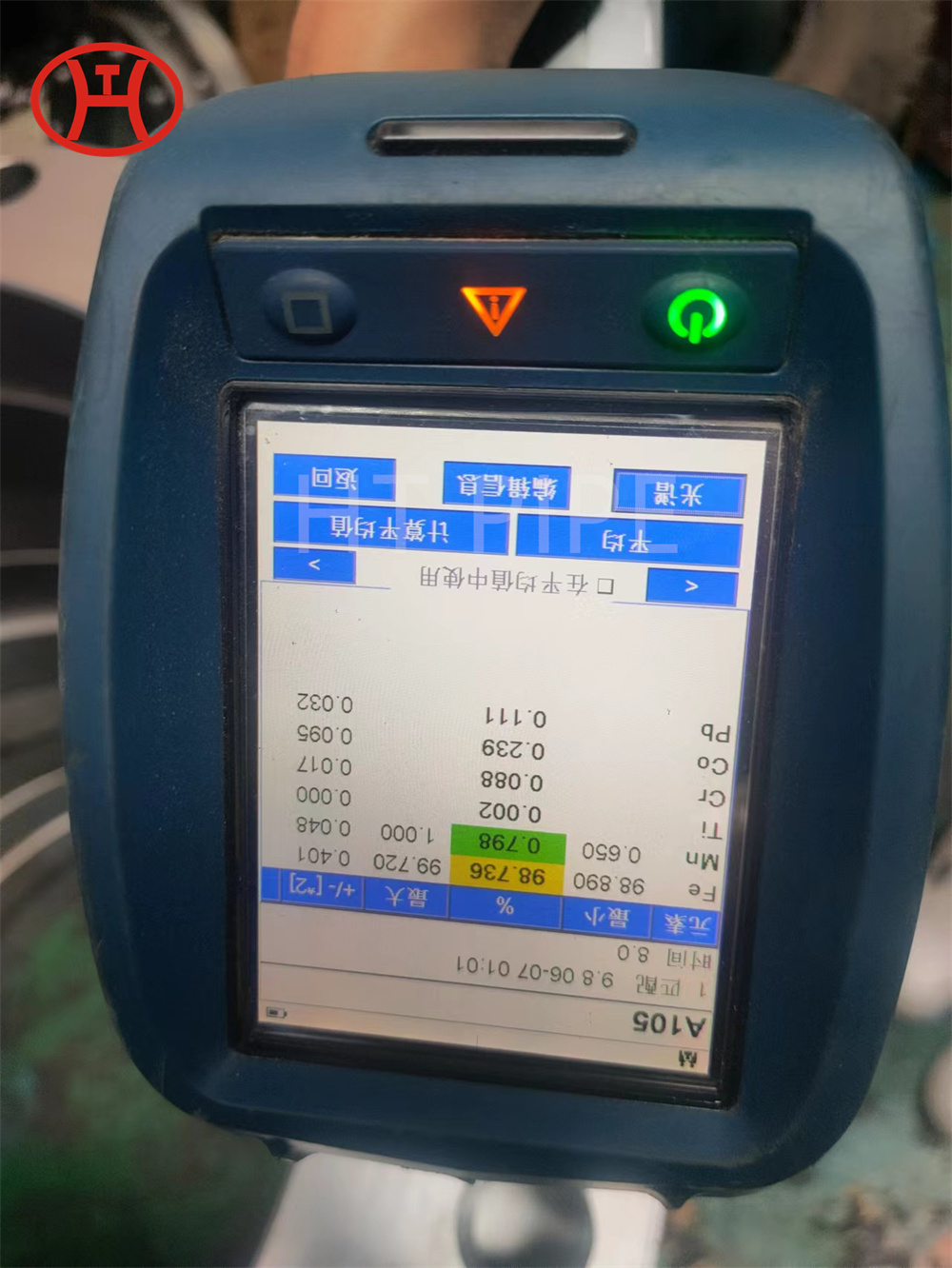
Tiwqn kemikali (%) ti ASTM kan234
| Ipo | C | Mn | P | S | Si | K | Mo | Ni | Ẹrẹ | V | Nb |
| Wpb | 0.3 | 0.29-1.06 | 0.05 | 0.058 | 0,min | 0.4 | 0.15 | 0.4 | 0.4 | 0.08 | 0.02 |
| Wpc | 0.35 | 0.29-1.06 | 0.05 | 0.058 | 0,min | 0.4 | 0.15 | 0.4 | 0.4 | 0.08 | 0.02 |
| WP11 CL1 | 0.05-0.15 | 0.30-0.60 | 0.03 | 0.03 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 | – | – | – | – |
| WP11 CL2 \ / 3 | 0.05-0.20 | 0.30-0.80 | 0.04 | 0.04 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 | – | – | – | – |