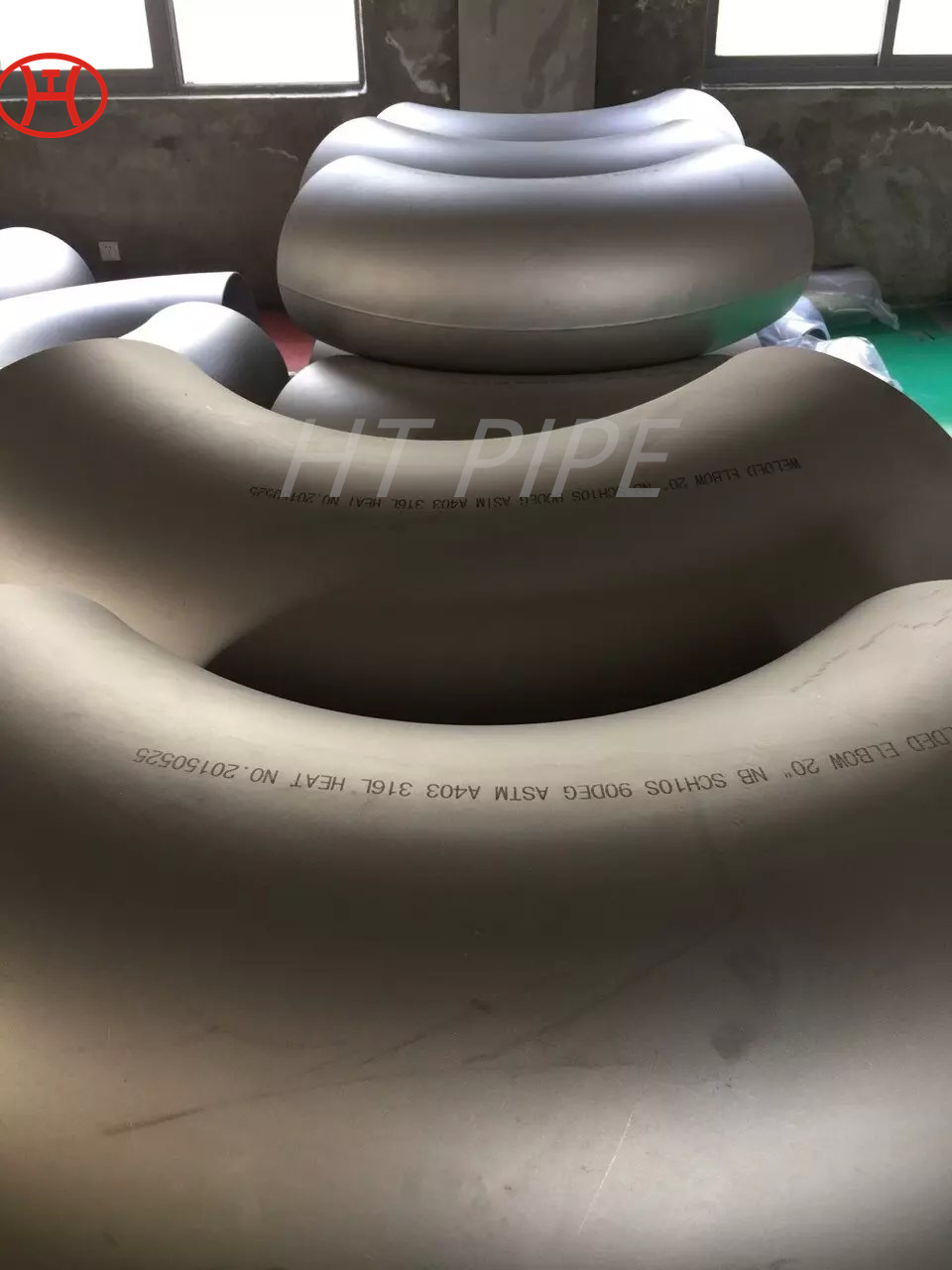
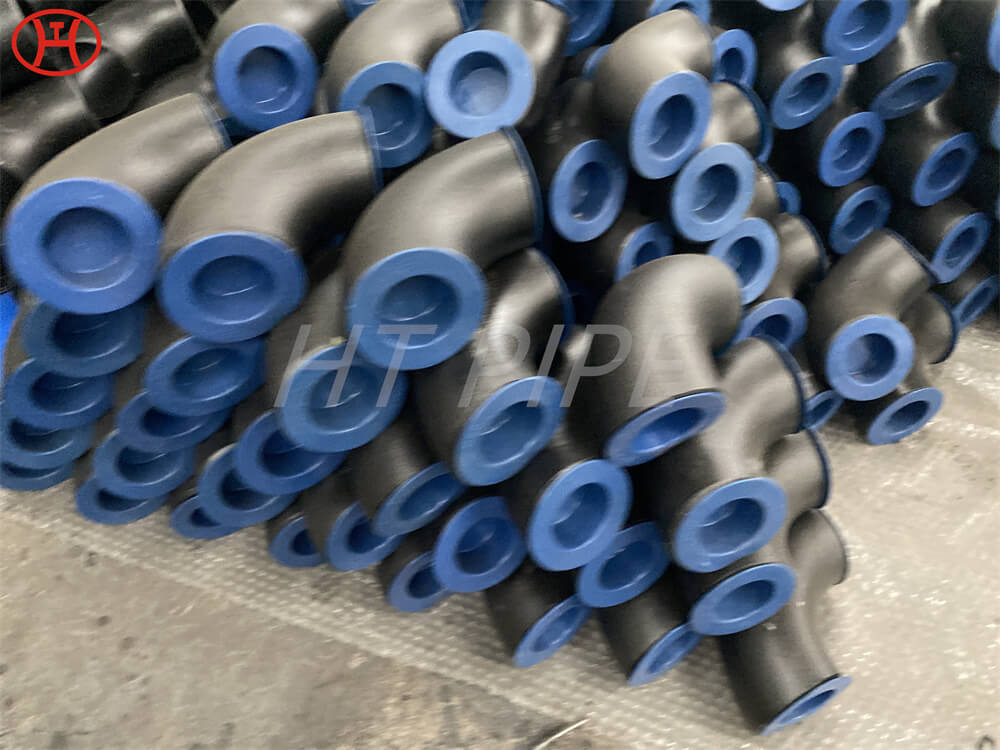
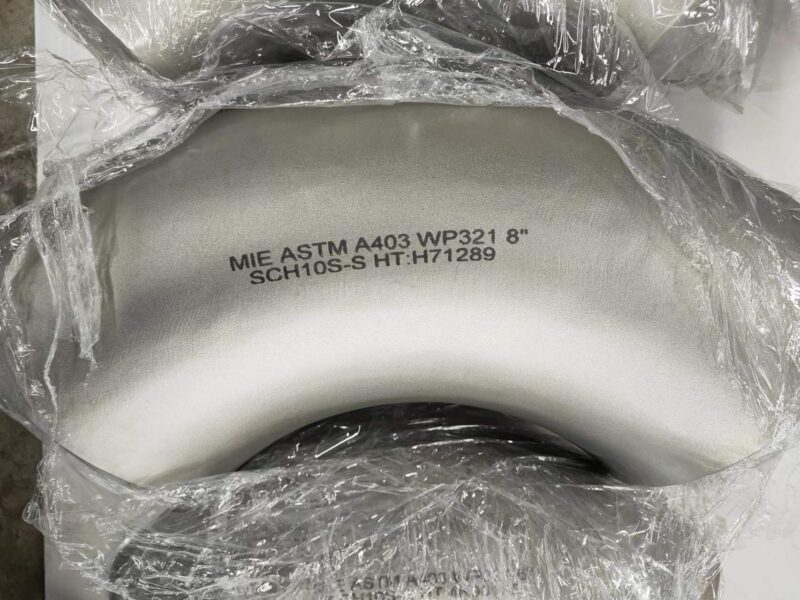
ដែកអ៊ីណុក 316 welded pipe fittings elbow
ដែកអ៊ីណុកកែងដៃ Buttweld Welded Pipe Fittings?ត្រូវបានកត់សម្គាល់ជាចម្បងសម្រាប់ធន់នឹងកំដៅ និងអុកស៊ីតកម្ម វាក៏មានភាពធន់ទ្រាំល្អចំពោះភាពតានតឹងក្លរួ ¨C corrosion corrosion, carburization និងភាពធន់ទ្រាំដ៏ល្អក្នុងការកាត់បន្ថយ ឬ carburizing បរិយាកាស។
ភាពរឹងមាំ ធន់នឹងច្រេះ និងការប្រឌិតសាមញ្ញអាចធ្វើឱ្យ?Stainless Steel Tee Buttweld Pipe Fittings?តម្លៃ ¨C មានប្រសិទ្ធភាពជំនួសដែកកាបូនដែលមានកម្លាំងខ្ពស់ក៏ដូចជាប្រភេទដែកអ៊ីណុកផ្សេងទៀត។ ការបន្ថែមសារធាតុ molybdenum និងអាសូតនៅក្នុង Stainless Steel Cross Buttweld Pipe Fittings បង្កប់ន័យឧបករណ៍កែច្នៃដែលមានថាមពលខ្លាំងជាងនេះប្រហែលជាចាំបាច់បើប្រៀបធៀបជាមួយនឹងថ្នាក់ស្តង់ដារ។
ប្រភេទកែងដៃកាំវែង, កែងដៃកាត់បន្ថយកាំវែង, កាំវែងត្រឡប់មកវិញ, កែងដៃកាំខ្លី, កាំខ្លី 180-ដឺក្រេ, កែងដៃ 3D, តេសត្រង់, ឈើឆ្កាងត្រង់, កាត់បន្ថយច្រកចេញ, កាត់បន្ថយច្រកចេញក្រៅ, ចុងខ្សែ, ខ្សែភ្ជាប់
ទំហំ OD: 1\/2"~48"
កម្រាស់៖ SCH5 ~ SCHXXS
បច្ចេកទេសផលិត£ºទាញ, រុញ
ផលិតស្តង់ដារ ASME B16.9 ASME B16.28 ASME B16.49 MSS SP-43 MSS SP-75
សម្ភារៈដែកអ៊ីណុក ASTM\/ASME SA403 WP 304, WP 304L, WP 304H, WP 304LN, WP 304N, ASTM\/ASME A403 WP 316, WP 316L, WP 316H, WP, N16P, WP 316L ASTM\/ASME A403 WP 321, WP 321H ASTM\/ASME A403 WP 347, WP 347H