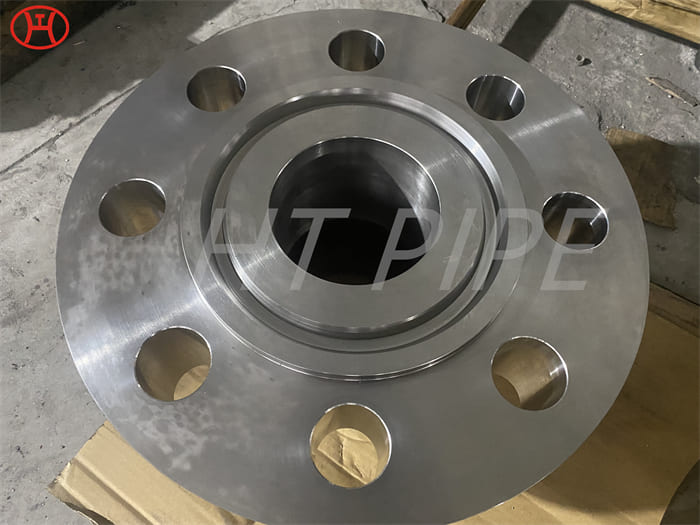
DIN933 DIN931 Hastelloy C276 Gewinde Bolzen Bolzenhersteller PTFE Coated Bolt
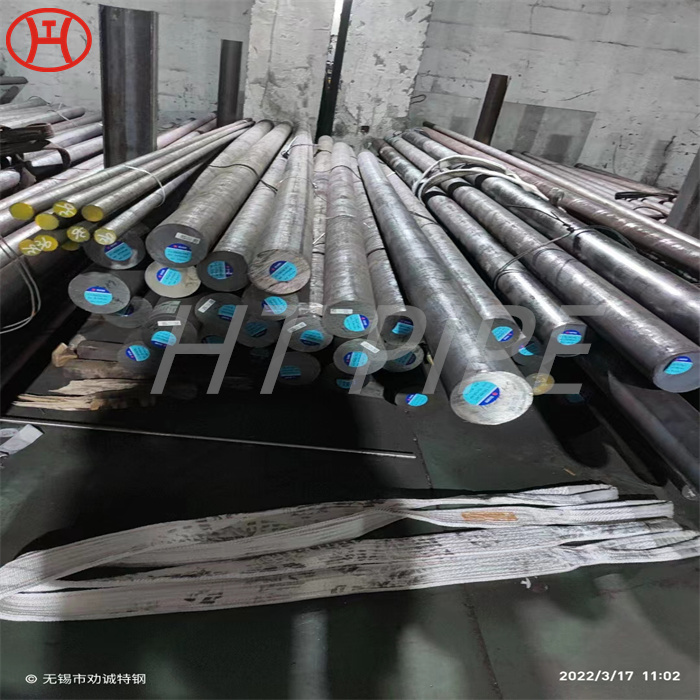
Die Legierung wird zwischen 2250 \ / 1750 von 1230 \ / 955oc gefälscht und dann 30 Minuten pro Zoll Billet- oder Ingot -Abschnittsticke bei der Schmiedenstemperatur getränkt. Das Schmieden sollte sofort beginnen, der Billet wird aus dem Wiederaufhitzungsofen entfernt. Eine Reduzierung von 25 \ / 40% hilft dabei, so viel interne Wärme wie möglich zu halten. Für einen optimalen Korrosionswiderstand sollten anschließend geschmiedete Teile geglüht werden. Siehe Wärmebehandlung.
Hastelloy (R) C276 wird normalerweise unter mit Lösungen behandelten Bedingungen verwendet. Diese Legierung wird bei 1121 ¡ãc (2050 ¡) eingeweicht und dann schnell löscht.
Hastelloy (R) C276 kann durch gemeinsame Schweißmethoden geschweißt werden. Übermäßiges Wärmeeingang sollte beim Schweißen vermieden werden. Bei ätzenden Anwendungen kann diese Legierung ohne weitere Wärmebehandlung im Zustand „As-Welld“ verwendet werden.