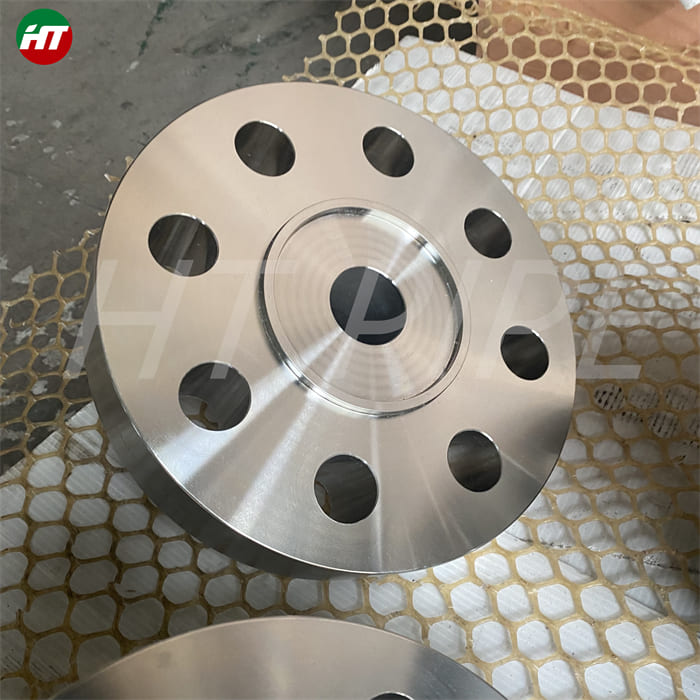
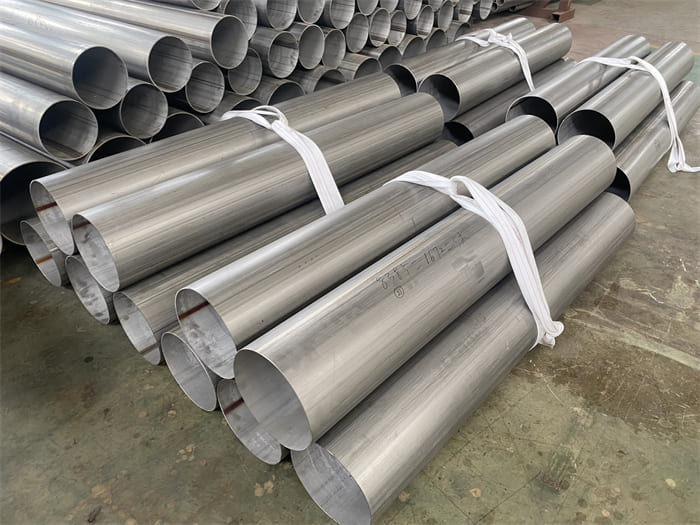
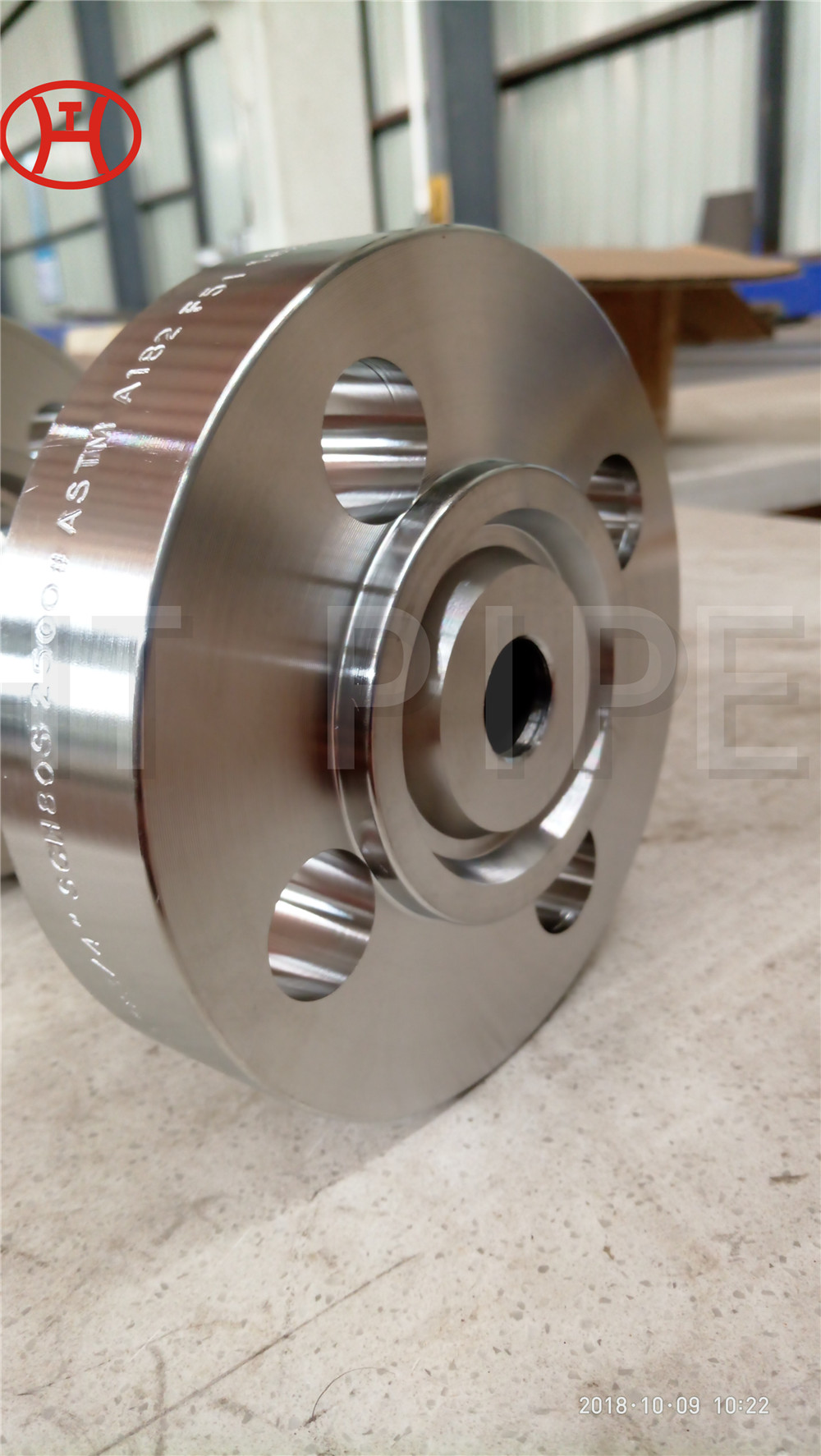
ASME B16.9 A234 WPBバット溶接炭素鋼パイプと継手
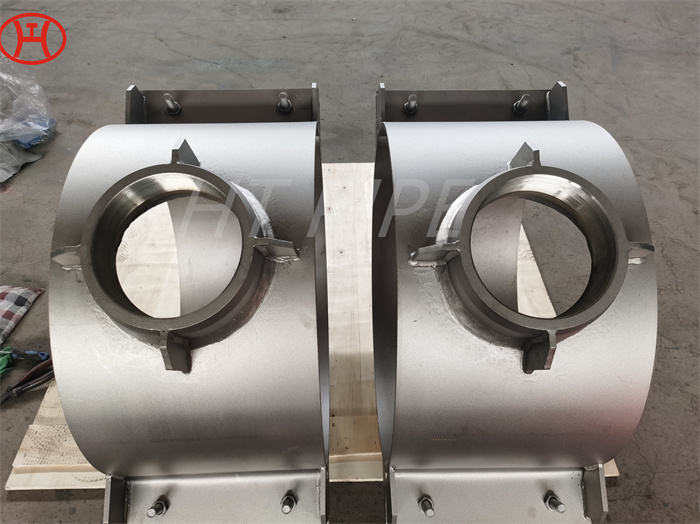
炭素鋼パイプのさまざまなセクションの接続に関しては、ASME B16.9 A234 WPB炭素鋼パイプバット溶接継手が頼りになるソリューションです。これらのフィッティングは、信頼できる安全な接続を提供するように設計されており、システムを通る優れたフローを確保します。
ASME B16.9 A234 WPB炭素鋼パイプ溶接フィッティング、A234 WPB BUTT溶接フィッティングメーカー、A234 WPB炭素鋼パイプおよび継手、A234 WPB炭素鋼パイプ肘、A234 WPB炭素鋼パイプティー、A234 WPB炭素鋼パイプPip毛皮Pipeフィッティング。
炭素鋼パイプのさまざまなセクションを接続することになると、ASME B16.9 A234 WPB炭素鋼パイプバット溶接継手頼りになるソリューションです。これらのフィッティングは、信頼できる安全な接続を提供するように設計されており、システムを通る優れたフローを確保します。
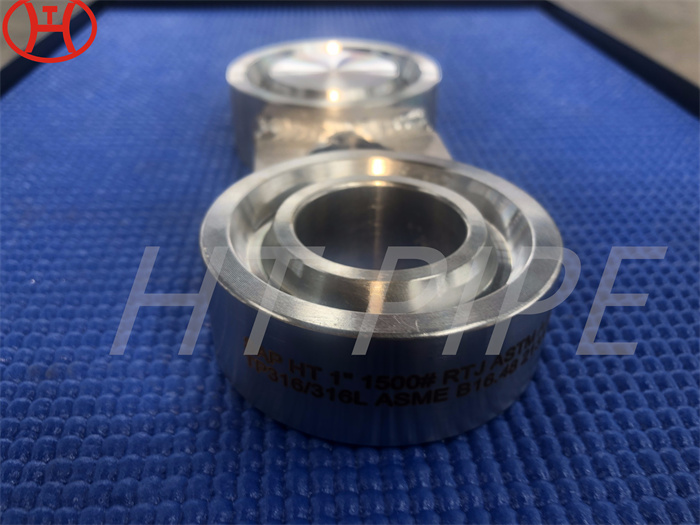
ASME B16.9は、これらの重要なコンポーネントの設計、寸法、許容範囲、テスト、および認証をカバーする炭素鋼パイプ継手の標準です。標準は、要件を指定しますA234 WPBバット溶接継手肘、ティー、リデューサー、キャップ、スタブエンドなど、直径半インチから48インチの範囲のサイズ。
の重要な利点の1つA234 WPB炭素鋼パイプと継手高レベルの圧力と温度に耐える能力です。これにより、石油とガス、発電所、化学処理など、幅広い産業用途での使用に最適です。

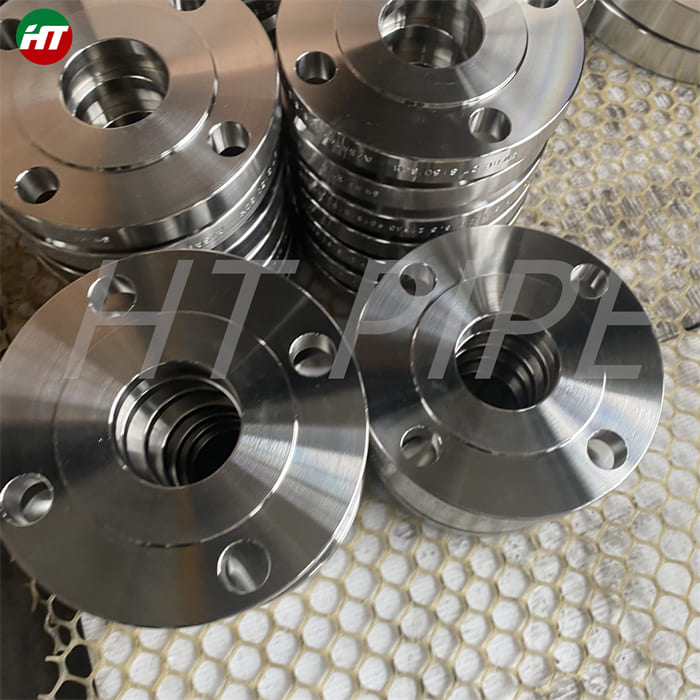
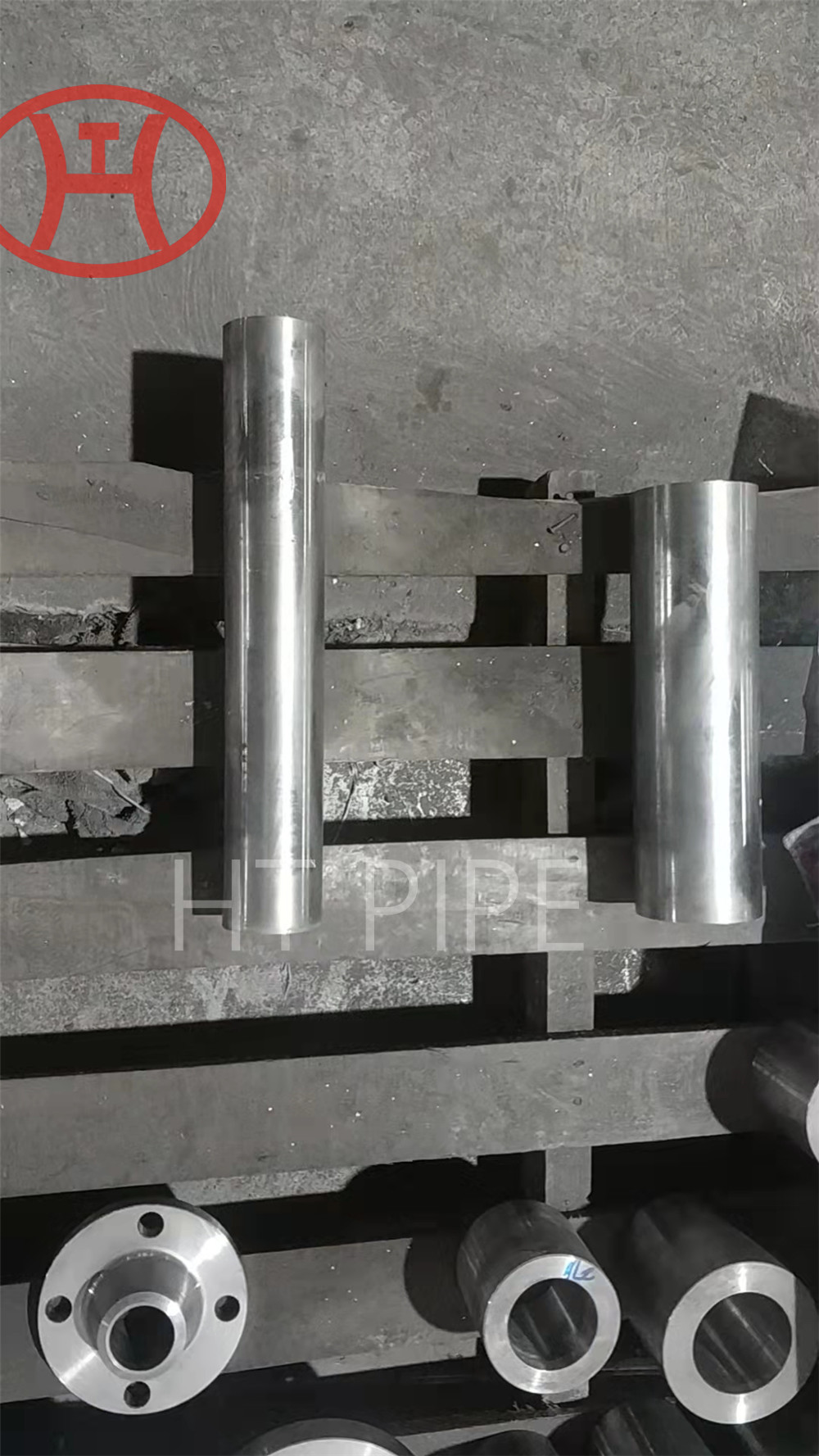
A234 WPB炭素鋼は、一般的にASME B16.9バット溶接継手を製造するために使用されます。この素材には、優れた強度と耐久性がありますA234 WPB炭素鋼パイプ肘要求の厳しいアプリケーションのための信頼できる選択肢。また、比較的簡単に作業することができます。これにより、効率的な製造プロセスが可能になります。
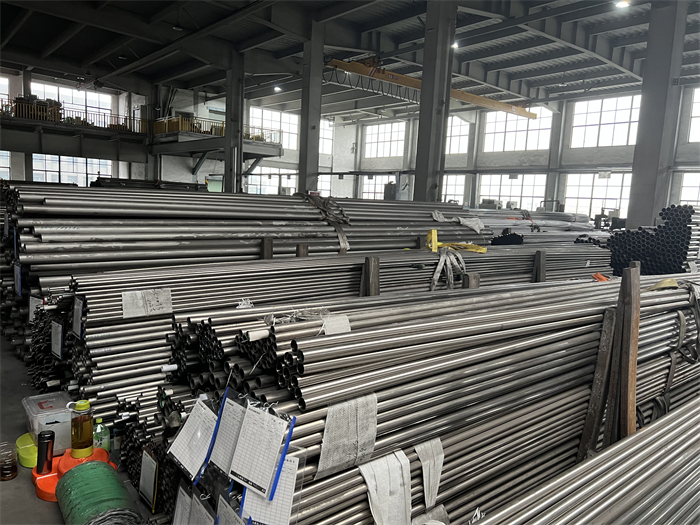
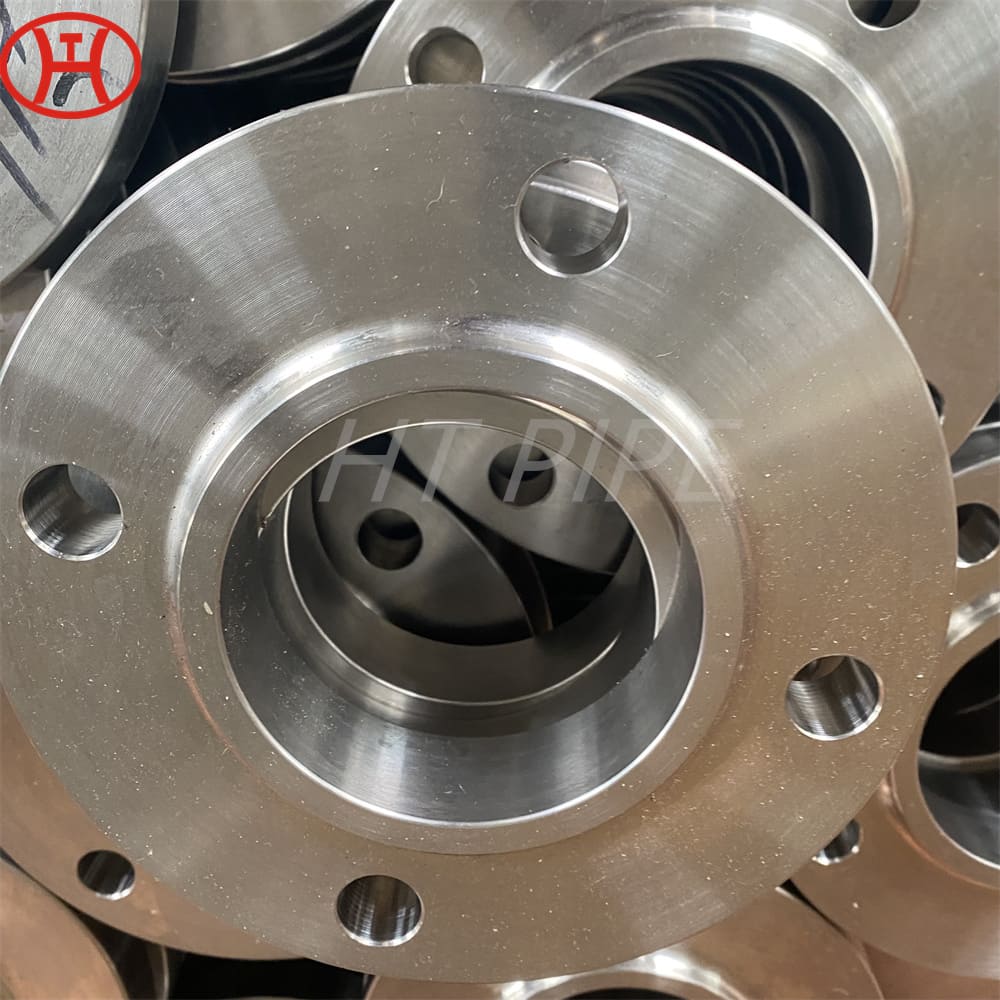
の製造プロセスA234 WPB炭素鋼管ティー切断、形成、溶接、仕上げなど、いくつかのステップが含まれます。各フィッティングは、アプリケーションの特定の要件を満たすために慎重に作成され、正確で安全なフィットを確保します。
それらの優れた強度と耐久性に加えて、A234 WPB炭素鋼管還元剤また、非常に用途が広いです。それらは、炭素鋼、ステンレス鋼、合金鋼などのさまざまなパイプ材料で使用できます。これにより、高圧ガスシステムから腐食性化学処理まで、幅広い用途で使用できます。
ASME B16.9炭素鋼パイプと継手産業環境でパイプのさまざまなセクションを接続するための信頼できる効果的な選択肢です。頑丈な建設、正確な製造、および汎用性により、これらは幅広いパイプラインの重要な要素です。
SA234 WPB肘の化学組成
ASTMの化学組成(%)A234パイプ肘&ASTM A234パイプ肘
| 学年 | c | Mn | p | s | si | cr | MO | ni | cu | v | NB |
| WPB | 0.3 | 0.29-1.06 | 0.05 | 0.058 | 0.1分 | 0.4 | 0.15 | 0.4 | 0.4 | 0.08 | 0.02 |
| WPC | 0.35 | 0.29-1.06 | 0.05 | 0.058 | 0.1分 | 0.4 | 0.15 | 0.4 | 0.4 | 0.08 | 0.02 |
| WP11 CL1 | 0.05-0.15 | 0.30-0.60 | 0.03 | 0.03 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 | – | – | – | – |
| WP11 CL2 \ / 3 | 0.05-0.20 | 0.30-0.80 | 0.04 | 0.04 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 | – | – | – | – |
注:
指定されたCの最大Cを0.01%下げるごとに減少するごとに、指定された最大値を0.06%上回る0.06%Mnの増加が許可され、最大1.35%まで許可されます。
CRとMOの合計は0.32%を超えてはなりません。
Cu、Ni、Cr、およびMoの合計は、1.00%を超えてはなりません。
最大炭素等価(C.E.)は、熱分析と式C.E. = C+Mn \ / 6+(Cr+Mo+V)\ / 5+(Ni+Cu)\ / 15に基づいて0.50でなければなりません。
ASTM A234 SR ELBOW機械的特性
注文する前に、以下のASTM A234 A234 WPB ELBOW機械的特性を確認してください。
| 引張要件 | WPB | WPC、WP11Cl2 | WP11CL1 | WP11Cl3 |
| 引張強度、最小、KSI [MPA] | 60-85 | 70-95 | 60-85 | 75-100 |
| (0.2%オフセットまたは0.5%の拡張ロード) | [415-585] | [485-655] | [415-585] | [520-690] |
| 降伏強度、最小、KSI [MPA] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |