Inconel 718 2.4668ホットロールプレートと冷却めっきプレート
Incenel 718は、航空宇宙やガスタービンなどの高温用途で一般的に使用されるニッケルクロミウムベースの合金です。 ASTM B670 Incenel 718シートの生産における最も重要な要因の1つは、プレートローリングプロセスです。市場には、ホットロールとコールドロールプレートの2つの主要なタイプのインコール718プレートがあります。
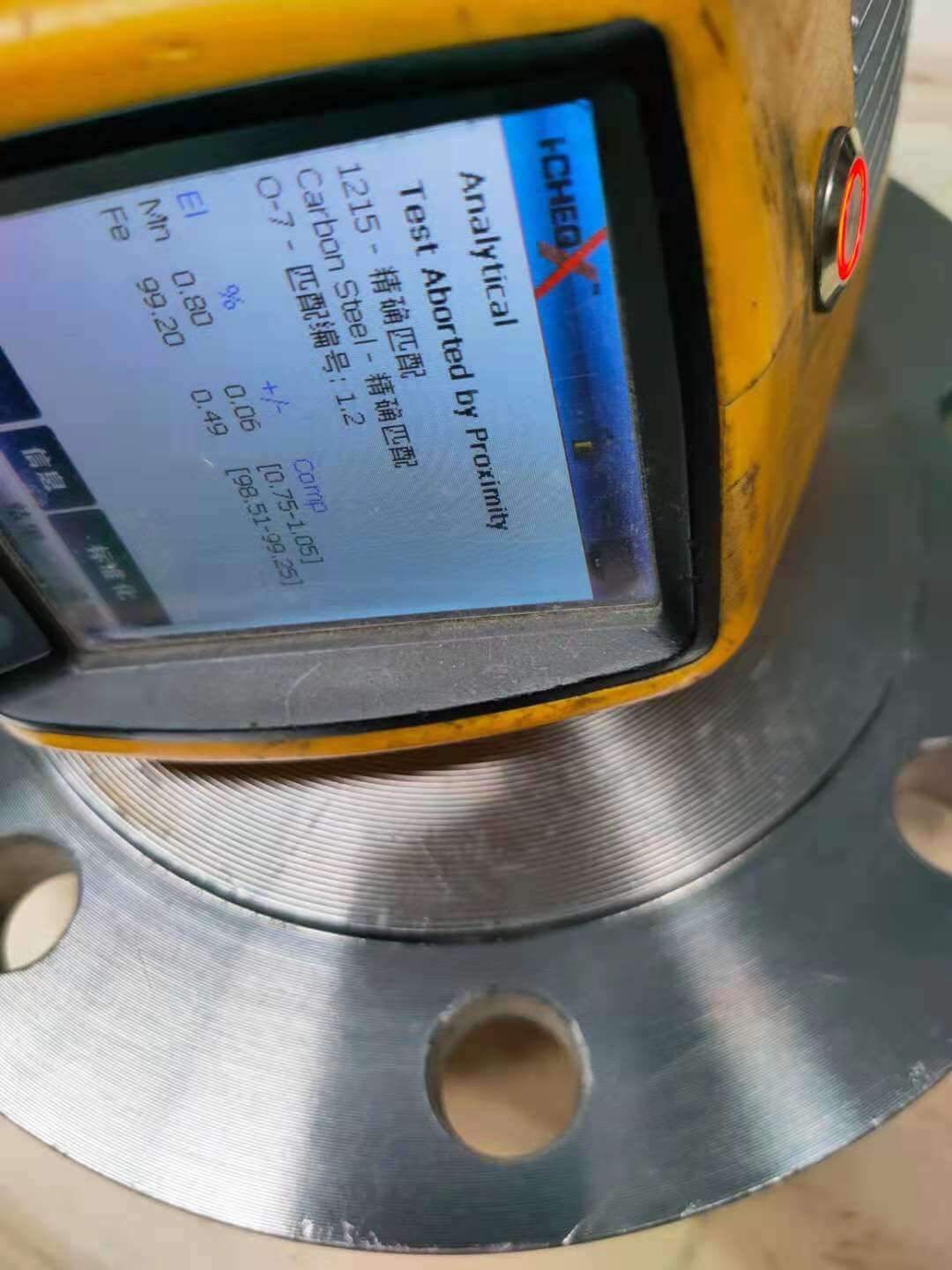
ASTM B670 Inconel 718シート、SB670 Incenel 718ストリップ、インコル718プレートサプライヤー、UNS N07718インコル718プレートメーカー、2.4668インコル718コイル、合金インコルエル718クラッドプレート、インコニョーアロイ718シート、ASTM B670アリエ718プレートのメーカー。
Incenel 718は、航空宇宙やガスタービンなどの高温用途で一般的に使用されるニッケルクロミウムベースの合金です。生産における最も重要な要因の1つASTM B670 Inconel 718シートプレートローリングプロセスです。市場には、ホットロールとコールドロールプレートの2つの主要なタイプのインコール718プレートがあります。
Inconel 718 2.4668ホットロールプレート合金を高温に加熱し、一連のローラーに渡すことにより生成されます。結果として得られるプレートは、通常、コールドロールプレートよりも厚く、表面仕上げが粗いです。しかし、プレートが冷えると、SB670 Incenel 718ストリップさらなる処理中に反りや歪みを起こしやすくする可能性のある残留応力を発症する可能性があります。
コールドロールプレートインコンセル718一方、室温またはその近くにある間に一連のローラーを合金を通過させることにより、生成されます。このローリングプロセスにより、より薄くなりますN07718 Incenel 718プレートより滑らかな表面仕上げ。コールドローリングプロセスは、インコルエル718プレートの機械的特性、特にその強度と延性も改善することができます。

さまざまな生産プロセスに加えて、Inconel 718 2.4668ホットロールプレートとコールドロールプレート異なるプロパティと用途があります。Inconel 2.4668ホットロールプレート多くの場合、筋力と耐久性が表面仕上げや寸法の精度よりも重要であるアプリケーションで使用されます。 Inconel 718コールドロールプレートは、複雑な航空宇宙コンポーネントの生産など、表面仕上げと寸法の精度がより重要であるアプリケーションで好まれます。
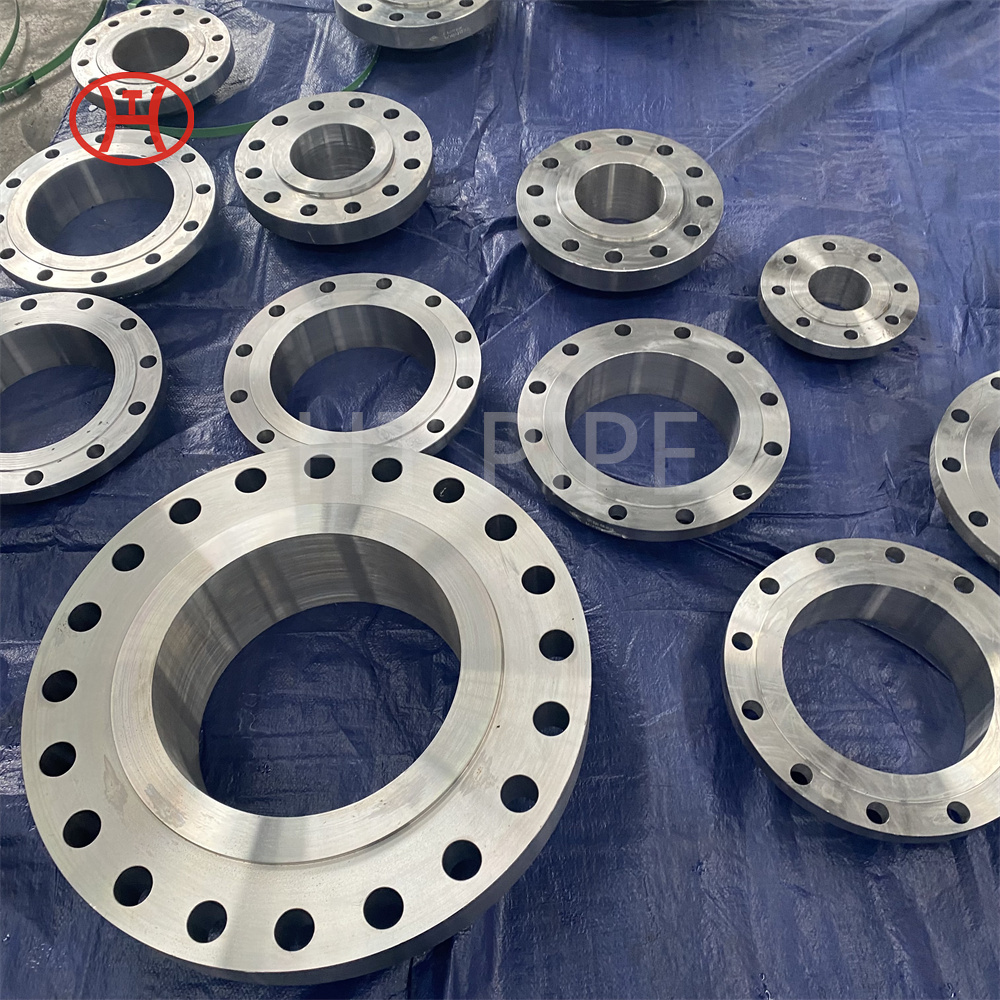
ホットロールとコールドロールのインコール718プレートを選択する際の重要な考慮事項の1つは、生成されるパーツの必要な最終寸法です。UNS N07718ホットロールプレート最終製品を機械加工または希望のサイズと形状に仕上げられるアプリケーションに適している場合があります。合金インコネル718覆われたプレート一方、正確な許容値と表面仕上げが必要なアプリケーションには、必要になる場合があります。
の選択ASTM B670合金718プレート部品の意図された使用、必要な機械的特性、目的の表面仕上げと寸法精度など、さまざまな要因に依存します。メーカーと設計者は、特定のアプリケーションに適したタイプのプレートを選択する際に、これらの要因を慎重に評価する必要があります。
ASTM B670合金718プレートインペリアル寸法
| プレート表面仕上げ | ゲージ(in) | 幅(最大) |
| 2B - 冷たい転がり、熱処理、漬物、皮膚に通過したプレート | 10–24 | 72* |
| 2D - 冷たい巻き、熱処理、漬物プレート | 12–24 | 60 |
| Ba Mexinoxのみ | 18–28 | 48 |
| 磨かれたプレート(ブラシなし) | 11–24 | 60 |
| 丸めたプレートメキシノックスのみ | 13–29 | 48 |