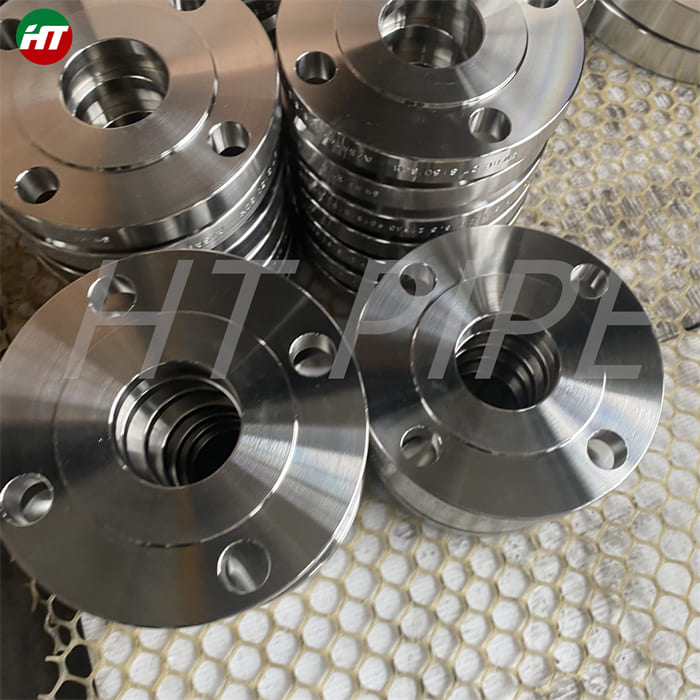
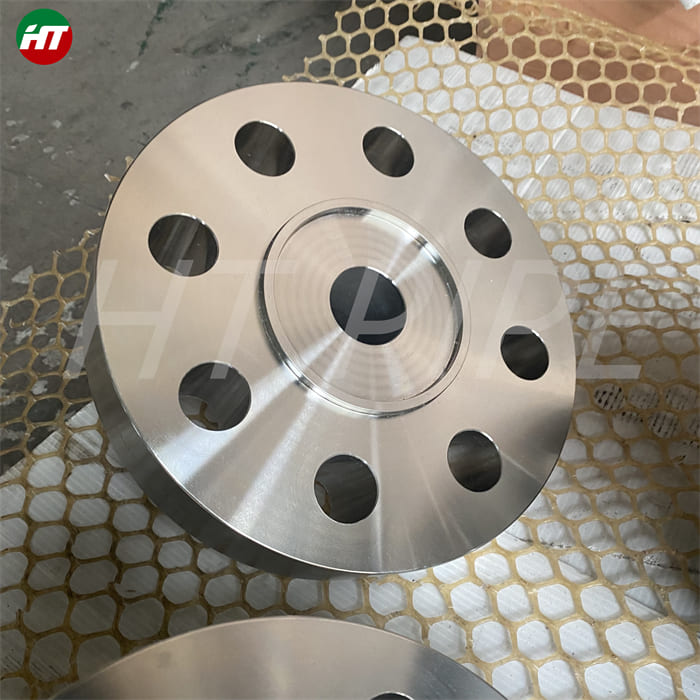
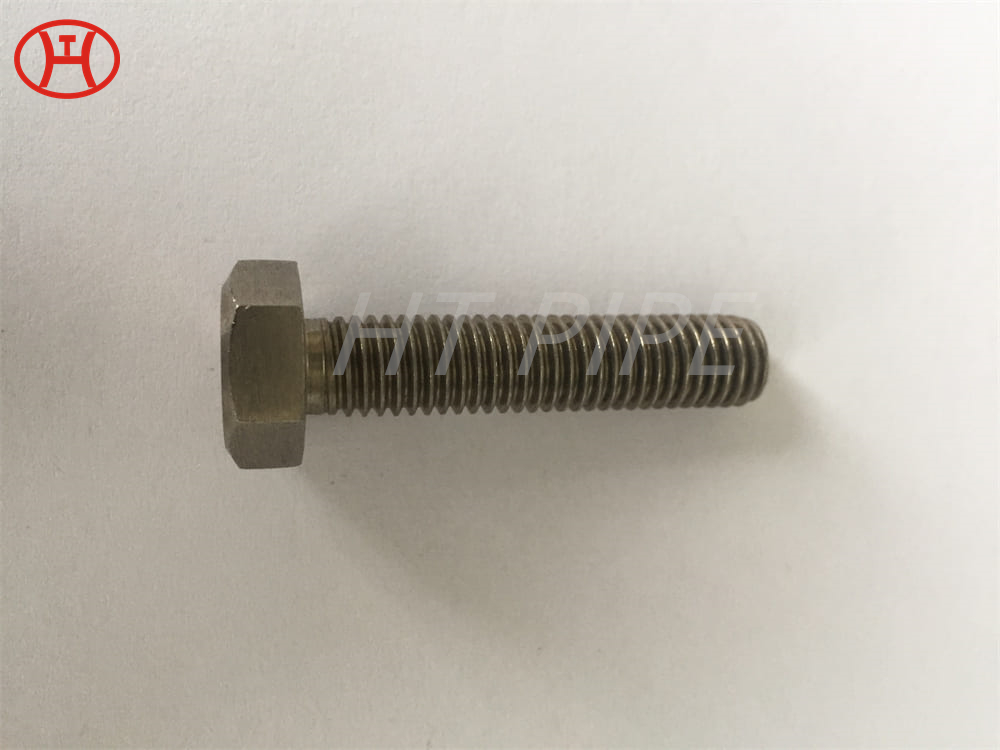
DIN933 DIN931 HASTELLOY C276スレッドスタッドボルトメーカーPTFEコーティングボルト
合金は、2250 \ / 1750of(1230 \ / 955oc)の間に偽造され、ビレットまたはIngotセクションの厚さ1インチあたり30分間鍛造温度に浸します。鍛造はすぐに開始する必要があります。ビレットは再加熱炉から除去され、25 \ / 40%の削減は、できるだけ多くの内部熱を保持するのに役立ちます。最適な腐食抵抗のために、その後、鍛造部品をアニールする必要があります。熱処理を参照してください。
お問い合わせ価格を取得します
共有:
コンテンツ
Hastelloy(R)C276は通常、溶液処理条件で使用されます。この合金は1121¡ãc(2050¡ãf)に浸され、その後急速に消光されます。
Hastelloy(R)C276は、一般的な溶接方法で溶接できます。溶接中に過度の熱入力を避ける必要があります。腐食性の用途では、この合金は、さらに熱処理することなく「溶接された」状態で使用できます。
問い合わせ
もっとハスロイ