パイプスプールは、製造店で多くの生のパイプとパイプ備品(肘、フランジ、ティーなど)から製造されています。
生のパイプは必要なサイズにカットされ、パイプフィッティングを使用してフィッティングテーブルに移動します。このテーブルでは、一部のコンポーネントが一緒に取り付けられています(つまり、一時的に接続されています)。結果のサブアセンブリ(最終パイプスプールの一部)は、フィッティングテーブルに戻り、他のスプールコンポーネントが取り付けられる前に溶接操作(つまり、永続的な接続)で続きます。
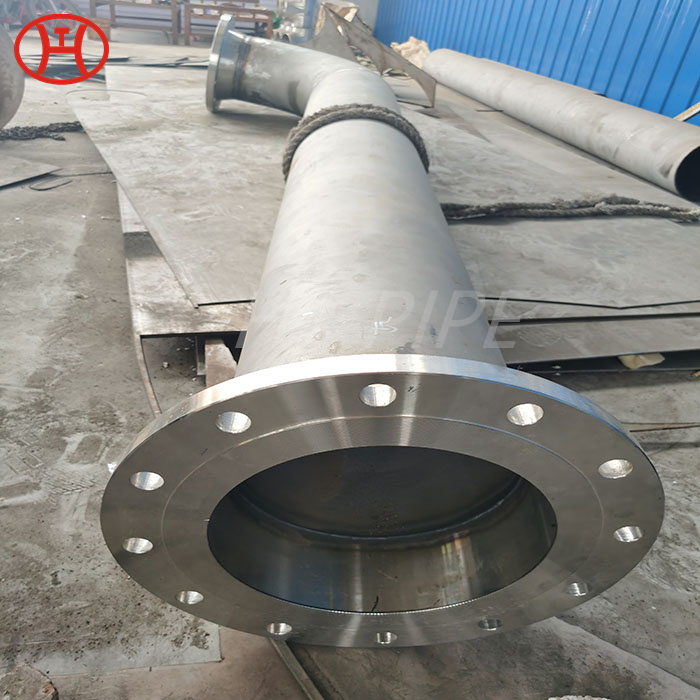
スチールパイプスプールは、パイプ、フランジ、パイプフィッティングなどの配管システムのプレハブコンポーネントとも呼ばれ、製造に送る前に開発中に取り付けられます。
このステンレス鋼のパイプスプールは、多くの場合、他のスプールとの接続を促進するためにフランジングされており、発電所や石油精製所などのさまざまな産業用途でも、集中的な配管が必要です。
配管製品も製造しています。顧客がインストール前に異なる要素を一緒に取り付ける必要がある場合、製造された要素を一緒に適用すると、配管スプールアプリケーションと呼ばれます。ステンレス鋼パイプスプール製品や、使用されている他の材料で作られたスプールがあります。
パイプスプールは通常、コンクリート構造に適用され、コンクリートを構造に注ぐ前に必要な継手が配置されていることを確認します。
ステンレス鋼製の製造パイプスプールは、部品を見逃さず、オンサイトの設置の難しさを排除するという点で、顧客に役立ちます。
これらのスプールを生産するために使用されるさまざまな材料グレードがあります。 304ステンレス鋼は、最も使用されているグレードです。衛生ステンレス鋼304トライクランプスプールは、この材料で構成されており、顧客の利便性のために3つのクランプが取り付けられています。また、お客様にカスタムソリューションを提供しています。ニーズについてはお問い合わせください。
コンポーネントの表面エッジは均等でなければならず、表面不純物を削除する必要があります。部品のエッジには斜めのプロセスが実装されています。包み込み機が斜めのプロセスに採用されています。ベベルするための粉砕機の種類は、ステンレス鋼のコンポーネントと炭素鋼成分の場合に異なります。
水と可燃性ガスの供給のために、鋼管が最も有用なパイプです。それらは、天然ガスまたはプロパン燃料を移動するために多くの家や企業で使用されています。また、耐熱性が高いため、火災スプリンクラーシステムにも使用されていました。
パーツのエッジ仕上げ後にフィットアップと溶接プロセスを適用する必要があります。したがって、ステンレス鋼および炭素鋼パイプスプールの場合、部品は鋼鉄のベースまたは木製ベースに配置できます。さらに、炭素鋼とステンレス鋼の間の接触の可能性を最小限に抑える必要があります。
鋼の耐久性は、パイプラインシステムの最良の利点の1つです。それは強く、圧力、温度、激しい衝撃、振動に耐えることができます。また、簡単な拡張機能を提供するユニークな柔軟性もあります。
スプール上の溶接の数は、最低カウントに保持する必要があります。円周方向の溶接と中心線の間の間隔の寸法は、パイプまたはフィッティングの壁の厚さの4倍よりも大きくなければなりません。メイン溶接後、タック溶接は正確に行う必要があります。スプール内のすべての溶接は、適切な溶接手順仕様(WPS)に従って実装する必要があります。溶接プロセスが完了した後、コンポーネントの品質制御が専門家によって実行されます。
結合された部分は、誘導された内部応力を減らすことを目的として熱処理されます。熱処理手順は、ASME B31.3基準に従って実行されます。その後、腐食リスクから表面を保護するために、パイプスプールを塗装する必要があります。
ASTM A403パイプスプール、SSパイプスプール、ステンレス鋼パイプスプール、WPグレードSS 304パイプスプール、DIN2617 SSパイプスプール、DIN2616 SSパイプスプール中国。
パイプスプールは、配管システムのビルド以前の部分です。パイプ、フランジ、継手はパイプスプールと呼ばれ、配管システムで使用される前に生産されます。
パイプスプールは、ホイスト、ゲージ、および部品を結合するためのその他のツールを使用して組み立てを容易にするために事前に形を整えています。パイプスプールは、長いパイプの端からフランジで長いパイプを統合して、フランジに合わせて互いにボルトで固定できるようにします。
これらの接続は、コンクリートを注ぐ前にコンクリートの壁に埋め込まれています。このシステムは、構造の重量と力に耐える必要があるため、コンクリートが注ぐ前に適切に整列する必要があります。
彼らは一般に、彼らが露出する要素のために簡単に腐食します。水と天然電解質。パイプスプールシステムを適用するときは、許容可能な保護監視を行う必要があります。
船舶や他の海洋産業の建設には集中的な配管が必要なため、パイプスプールの製造は非常に重要です。パイプスプールは、現場のスペースの制限を減らすため、大きな利点を生み出します。
この利点により、業界を使用するすべてのパイプラインは、パイプラインシステムの効率を高め、労働力と時間の必要性を減らす絶好の機会があります。
パイプスプールシステムは、主に集中配管を必要とする発電所や石油精製所で使用されます。これらのシステムには、流体とガスの運送と輸送が含まれ、これらの輸送システムには多くの接続部品が必要です。これらのシステムでは、間違いの場所はありません。
パイプスプールは、生のパイプとパイプフィッティングの使用によって生成されます。生のパイプの切断プロセスは、パイプ継手やその他のコンポーネントに適した事前に指定されたサイズで行われます。
マーキング後の次の手順は、切断ステップです。さまざまな材料の切断方法は異なります。したがって、炭素鋼の場合、火炎切断方法が利用されます。さらに、ステンレス鋼のコンポーネントは、プラズマアーク切断機を使用して切断できます。プラズマアークカッターを使用する場合、特定の条件を維持する必要があります。
パイプスプールは、フィールドの設置コストを削減し、製品のより高い品質を提供するために事前に作成されています。彼らは一般に、他のスプールとのつながりを得るためにフランジングされています。スプール製造は通常、必要なインフラストラクチャを持つ特別企業によって実行されます。
プラズマアークカッターは、大きなパイプ(28インチ以上の公称パイプサイズ)に使用され、その使用も枝を遮断するのに有益です。 可能であれば、プラズマアークカッターによって作成されたスパッターからそれらを保護するために、内部ケースをパイプまたは継手に配置する必要があります。切断後、およびエッジの準備を維持する必要があります。
これらの専門家の製造業者は、特定の品質と精度のセットの下でシステムを生成して、サイトで適切に適合し、クライアントが定義する必要な技術プロパティを維持します。
TEEは、流れ角の変化と、流れることの物質の分布の変化にも使用されます。ティーは、バット溶接ティーとソケット溶接ティーである2つの主要なグループに分けることができます。バット溶接ティーは、流れの垂直分布を実行するために利用されます。彼らはパイプラインの接続で90の分岐を作り、メインラインから来る問題を分配します。
バット溶接ティーは、順序付けられたパイプラインシステムに依存する、まっすぐな流れまたは還元流を維持できます。還元枝(ティーを減らす)は、メインラインとの垂直のつながりを作ります。ティーの半径は通常、メインフローラインよりも小さいです。ストレートティーの半径は、メインフローラインと同様の半径を持つ方法で生成されます。